КОНСТРУКЦИЯ СЕРДЕЧНИКА СТАТОРА И РОТОРА ЭЛЕКТРОДВИГАТЕЛЯ.Сердечник статора, ротора или якоря электродвигателя является частью магнитной цепи, на периферии которого располагается обмотка.
Назначение сердечника в электродвигателе определило его конструкцию и технологию изготовления.
Пакеты сердечников электродвигателей изготовляются из специальной электротехнической стали, обладающей благодаря присадке кремния невысокими удельными потерями. С целью уменьшения потерь на вихревые токи пакеты сердечников статоров, роторов и якорей набираются из отдельных, изолированных между собой, листов электротехнической стали толщиной 0,5 мм, а главных полюсов из машиноподелочной стали Ст. 2 толщиной 1,5 - 2 мм.
Технологию изготовления сердечников необходимо строить таким образом, чтобы в процессе обработки и сборки не ухудшались их магнитные свойства и был получен монолитный пакет сердечника, в котором не должна подвергаться повреждениям изоляция обмоток как при ее укладке, так и в процессе эксплуатации электрической машины.
На рисунке 1 показаны конструкции сердечников электродвигателей переменного и постоянного тока. 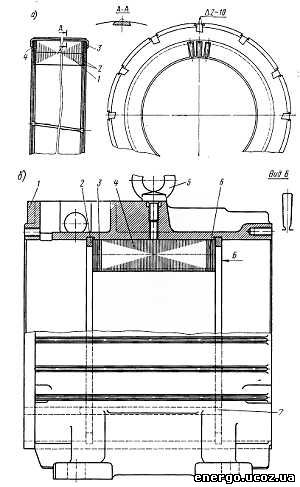 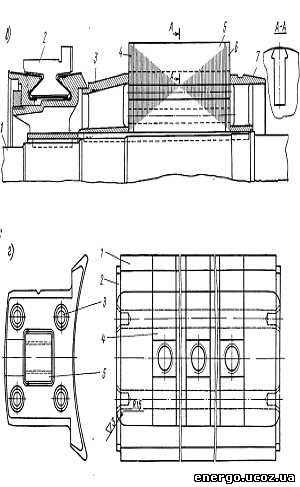
Магнитные сердечники электродвигателей: a - статора асинхронного двигателя единой серии; б - статора асинхронного кранового электродвигателя: 1 станина; 2 кольцевая шпонка; 3,6 крайние сердечника; 5 грузовой винт; 7 шпонка; в - якоря электродвигателя постоянного тока: 1 — вал, 2 коллектор; 3 и 7 шайбы нажимные; 4, 6 пакет крайних листов; 5 листы якорные; г - главного полюса: 1 полюсный лист; 2 крайний лист полюса; 3 заклепка полюсная; 4 полюсный лист; 5 — стержень.
Сердечник статора электродвигателя единой серии (рис. 1, а) состоит из пакета отдельно набранных листов 1 и 2, скрепленных скобами 5, и нажимных шайб 4.
В крановых электродвигателях пакет сердечника статора шихтуется непосредственно в станину, в которой после опрессовки на гидропрессе запирается кольцевыми шпонками (рис. 1, б).
Пакеты сердечников фазных роторов и якорей машин постоянного тока собираются непосредственно на вал (рис. 1, в).
Сердечники главных полюсов небольших размеров скрепляются несколькими заклепками. Но такого крепления для пакетов сердечников большой длины оказывается недостаточно, так как пакет получается не жестким, вследствие чего поверхность полюса получается не прямолинейной, а винтовой.
Для придания сердечнику главного полюса необходимой жесткости, исключающей образование спирали, в пакет сердечника запрессовывается металлический стержень (рис.1, г). В стержне предусмотрены отверстия с резьбой для крепления полюса к остову.
При изготовлении сердечников особое внимание должно быть обращено на качество поверхности пазов пакетов, в которые укладывается обмотка.
Заусенцы и отдельные выступающие листы в пазу могут послужить причиной повреждения и пробоя изоляции обмоток.
Особенно опасным местом для повреждения изоляции проводников обмоток, как показывает анализ причин брака, является выход из паза пакетов статоров, роторов и якорей. В первую очередь это относится к всыпанным обмоткам.
В процессе укладки обмоток в местах перехода пазовой части в лобовую, т. е. на выходе из паза, проводники катушки обмотки перегибаются и при наличии острых кромок паза может произойти повреждение изоляции. Острые кромки паза могут повредить изоляцию и в процессе эксплуатации (из-за возможных перемещений обмотки в пазу в результате вибрации, тряски, действия центробежных сил и температурных изменений). Нарушение изоляции обмотки может произойти также за счет перемещений листов железа в процессе работы машины в результате неплотной спрессовки пакета или большого распушения зубцов крайних листов.
Распушение листов показано схематически на рис. 2. 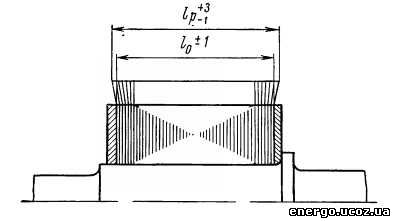
Для предохранения обмотки от повреждения вследствие указанных причин принимаются следующие конструктивно-технологические меры.
После опрессовки пакетов листов гидравлическим прессом их сжатое состояние обеспечивается запорными скобами 3 (см. рис. 1, а) или кольцевыми шпонками 2 (см. рис. 1, б) у пакетов статоров и нажимными шайбами 5 и 7 у пакетов роторов и якорей (см. рис. 1, в).
Нажимные шайбы удерживаются на валу за счет натяга прессовой посадки.
Для уменьшения величины распушения листов с торцов пакета устанавливаются несколько (четыре, пять) листов толщиной по 1 мм и применяется ступенчатая опрессовка пакета.
Вначале пакет спрессовывается полным расчетным давлением, при этом давление пресса передается пакету через технологическую оправку, которая перекрывает и зубцы листов, затем уменьшенной величиной давления насаживается нажимная шайба и пакет допрессовывается.
Применение с торцов пакета утолщенных крайних листов требует дополнительных штампов для их изготовления, распушение же при этом полностью не устраняется.
Для устранения распушения листов следует с торцов пакета установить несколько склеенных листов, вырубленных тем же штампом, что и остальные листы пакета. Монолитный пакет можно получить, склеив листы всего пакета. Однако этот процесс требует дополнительных затрат, поэтому склеенные сердечники применяются в ответственных машинах небольших габаритов.
Как указывалось выше, острые кромки пакета представляют собой большую опасность для обмотки, поэтому на выходе из паза листов распиливаются напильником или в пакете склеенных крайних листов при его изготовлении снимается пологая фаска.
Источник: | 









