РЕМОНТ АКТИВНОЙ СТАЛИ СТАТОРА ЭЛЕКТРОДВИГАТЕЛЯ.Статор, переданный для намотки, проверяют на отсутствие масляных пятен и загрязнений, которые могли остаться не удаленными после промывки статора в ванне. Эти загрязнения удаляют ветошью, смоченной в бензине.
В первую очередь определяют степень прессовки сердечника; активная сталь должна быть опрессована так плотно, чтобы сила трения между листами исключала возможность даже незначительного перемещения одного листа по отношению к другому. При хорошей прессовке сердечника лезвие перочинного ножа под сильным нажатием руки не должно заходить между листами больше чем на 1,5 - 2 мм. Недостаточная прессовка выявляется наличием ржавых пятен на поверхности расточки статора из-за так называемой контактной коррозии, являющейся результатом перемещения и трения отдельных листов стали.
Чаще всего ослабление прессовки наблюдается в зубцовой зоне сердечника. Для ее восстановления иногда достаточно в месте с ослабленной прессовкой плотно забить текстолитовые или гетинаксовые клинья, размеры которых соответствуют зубцу. Клинья забивают на 2 - 3 мм ниже поверхности расточки и для предохранения от выпадения их обильно промазывают клеящим лаком или клеем БФ-2 и отгибают на них края смежных листов стали. После забивки уплотняющих клиньев сталь покрывают изоляционным лаком; при последующем ремонте и осмотре стали сохранность лаковой пленки поможет убедиться в отсутствии контактной коррозии в отремонтированном участке стали. 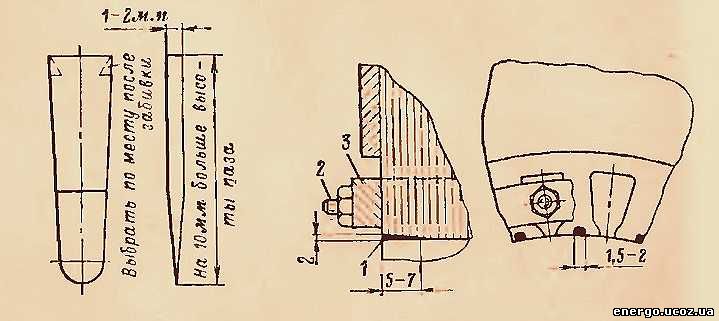
Уплотняющий клин. Сварка крайних листов стали. Если нажимные шайбы, прессующие сердечник, или торцевые утолщенные листы активной стали недостаточно жестки, то на торцах сердечника зубцы расходятся, образуя так называемый «веер». Исправление можно произвести пропиливанием в зубцах наклонных пазов и проваркой этих пазов тонким сварочным швом 1, как это указано на рисунке. При пропиливании и проварке зубцов сердечник сжимают в зубцовой зоне временными кольцами 3 при помощи стяжных болтов 2, пропущенных через пазы. После проварки швы запиливают заодно с поверхностью расточки. Указанный способ устранения «веера» применим для электродвигателей малой мощности. Для более мощных и ответственных электродвигателей этот способ ремонта стали не рекомендуется, так как в местах наложения сварочного шва может быть повышенный нагрев сердечника, неблагоприятно отражающийся на пазовой изоляции и изоляции обмоточных проводов. Для таких электродвигателей способ крепления активной стали должен быть модернизирован: установлены более массивные нажимные шайбы, дополнительные нажимные пальцы и др.
Повреждение обмотки статора, сопровождающееся возникновением электрической дуги, может вызвать оплавление участка активной стали. В этих случаях вырубают всю поврежденную зону так, чтобы не осталось сплавленных между собой листов, раздвигают листы отверткой или ножом и между ними на глубину 10 - 15 мм закладывают пластинки слюды 0,05 - 0,07 мм, после чего покрывают отремонтированный участок горячим лаком БТ-99.
Когда поврежденный участок стали находится в пазу, то вырубленную часть заполняют замазкой или прокладками из текстолита, гетинакса или миканита. Если зона повреждения значительна, иногда приходится обрубать целиком зубец на длину одного-двух пакетов. В этом случае вырубленный зубец заменяют заполнителем из текстолита или гетинакса. Заполнитель нужно тщательно подогнать по месту, чтобы он плотно лежал между обмоткой и сталью.
Следует отметить, что выплавление больших объемов стали и повреждение меж листовой изоляции могут потребовать полной перешихтовки активной стали с переизолировкой всех листов и равномерным распределением | поврежденных листов по всему сердечнику.
Поверхностное замыкание листов стали, так называемые «затертые места», устраняют переносной шлифовальной машинкой с наждачным круглым или пальчиковым камнем, а при отсутствии шлифовальной машинки опиловкой или шабровкой поврежденных мест.
Во всех случаях порчи обмотки из-за чрезмерно высокой температуры сердечника, а также после ремонта, связанного с вырубкой большого объема активной стали, сердечник проверяют на отсутствие замыкания между листами стали и вследствие этого его повышенного нагрева.
Источник: | 









