ФРЕЗЕРОВАНИЕ ШПОНОЧНЫХ КАНАВОК РОТОРА ЭЛЕКТРОДВИГАТЕЛЯ.Фрезерование шпоночных канавок. Шпоночные канавки на валах электрических машин предназначены для призматических шпонок (ГОСТ 8788 - 68 и ГОСТ 8790 - 68).
Канавки, показанные на рисунке 1, а, могут фрезероваться двумя способами: за один проход и с маятниковой подачей.
За один проход канавки фрезеруются на вертикально-фрезерном станке. Фреза вначале углубляется в тело вала на полную глубину канавки, затем включается продольная подача для фрезерования канавки на всю длину (см. рис. 1, а).
При фрезеровании с маятниковой подачей фреза углубляется на 0,3 - 0,6 мм и фрезерует канавку на всю длину в одном направлении, затем углубляется на ту же величину и фрезерует канавку на всю длину в другом направлении (рис. 1, б). Движения фрезы и стола повторяются до тех пор, пока канавка не будет обработана на заданную глубину. Фрезерование с маятниковой подачей выполняется на специальных шпоночно - фрезерных станках.
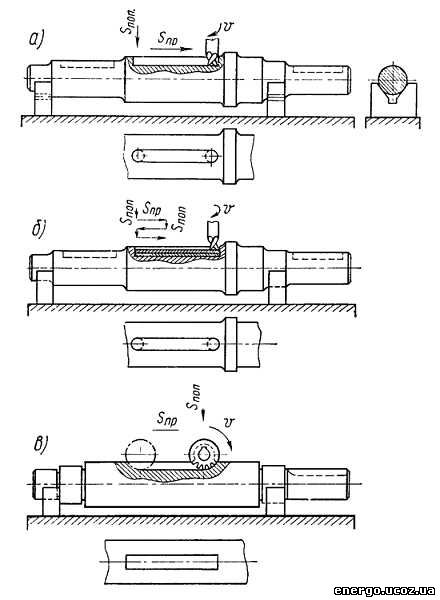
Рис. 1. Методы фрезерования шпоночных канавок:
а - шпоночной фрезой за один проход; б - шпоночной
фрезой с маятниковой подачей; в - дисковой фрезой;
Sпоп- поперечная подача; Sпр- продольная подача;
v - скорость резания.
При таком способе фрезерования ширина канавок получается более точной, так как нагрузка на фрезу небольшая и она длительное время сохраняет свои размеры.
При фрезеровании шпоночной канавки за один проход нагрузка на фрезу возрастает, особенно при врезании, когда фреза работает как сверло, и быстро тупится и теряет размеры. Поэтому фреза дает неточный размер канавки по ширине.
Шпоночные канавки (см. рис. 1, а) фрезеруются на горизонтально - фрезерных станках дисковой фрезой (рис. 1, в). Размеры фрезы по ширине и диаметру должны соответствовать размерам шпоночной канавки.
В начале фрезерования дисковая фреза врезается на полную глубину канавки, затем столу станка дается продольная подача для фрезерования канавки на всю длину.
На валу электрической машины имеется несколько шпоночных канавок, расположенных по одной оси, на различных ступенях вала (под железо, под нажимные шайбы, под коллектор, на концах валов). Ширину их стараются задавать одинаковой, для того чтобы иметь возможность фрезеровать одной фрезой.
При различных канавках по ширине приходится в процессе фрезерования одного вала менять инструмент, на что затрачивается значительное время.
Источник: | 









