РЕМОНТ ТОКОСЪЕМНЫХ УСТРОЙСТВ ( ЩЕТКОДЕРЖАТЕЛЕЙ ) ЭЛЕКТРОДВИГАТЕЛЯ.Устройство щеткодержателя зажимного типа. Для контактных колец машин переменного тока применяют щеткодержатели зажимного типа. Щетка 8 зажимается в корпусе 5 щеткодержателя винтом 7 и прижимается к кольцу пружиной 10. Щеткодержатели зажимного типа выполняют обычно сдвоенными - к одному пальцу 1 квадратного сечения с помощью скобы 4 и хомута 3 крепятся два корпуса 5, устанавливаемые па осях 9.
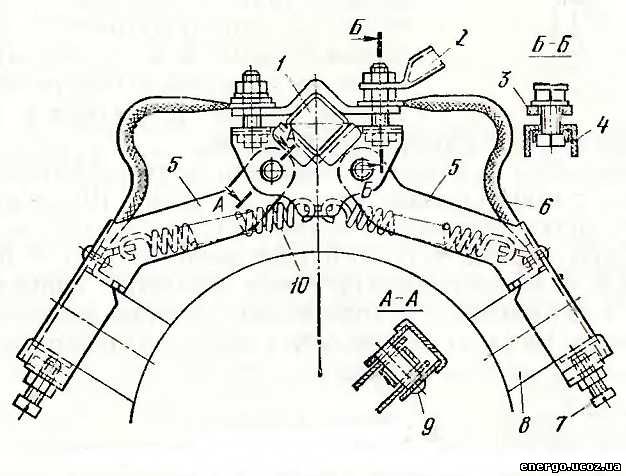
Токоотвод от щеток осуществляется гибким проводом 6, внешняя цепь присоединяется кабельным наконечником 2. В этой конструкции нажатие при износе щетки практически остается неизменным, так как с уменьшением длины пружины возрастает плечо - длина перпендикуляра, опущенного из центра оси вращения 9 на ось пружины.
Щетки при износе, когда их высота становится примерно равной 40—50% первоначальной, заменяют новыми той же марки. Все щетки заменяют одновременно.
Характерные повреждения щеток. К характерным повреждениям щеток следует отнести бороздки на контактной поверхности, образующиеся в результате неравномерного износа колец, щеток по высоте и ширине вследствие отклонения щеткодержателя от нормального положения, выкрошивание нижних кромок щеток, приводящее к искрению, разрушение щеток от вибраций.
При дефектации щеток и щеткодержателей проверяют: усилие, с которым пружина прижимает щетку к коллектору или кольцам; сопротивление изоляции пальцев щеткодержателей; износ щеток; качество заделки токопроводящего провода в щетку; жесткость крепления траверсы и состояние антикоррозионных покрытий на пружинах щеткодержателей.
Притирка щеток. Новые щетки имеют плоские грани. Чтобы увеличить контактную поверхность, их притирают (пришлифовывают) к коллектору или кольцам. Притирку непосредственно в машине выполняют стеклянной бумагой 3 ( рисунок А ), которую гладкой стороной укладывают на коллектор 2 и протягивают под щеткой 1, прижимая к коллектору по дуге, чтобы не подрезать края щеток. Весь комплект щеток в машине можно притереть, вращая коллектор, обернутый бумагой по всей окружности.
Для пришлифовки применяют стеклянную шкурку с зернами средней крупности. При мелких зернах она быстро засоряется графитной пылью, крупные зерна дают неровную поверхность щеток. Нельзя для шлифовки использовать материалы из наждака или карборунда. Их зерна въедаются в тело щетки и царапают коллектор. 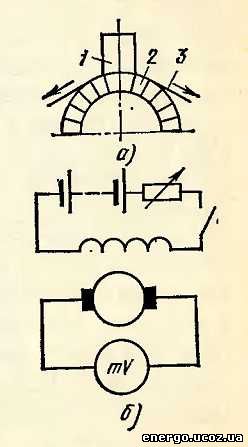
Притирка щеток ( а ); Схема отыскания нейтрали ( б ) У нереверсивных машин притирку производят при рабочем направлении вращения или протяжкой бумаги в том же направлении. Притирка в машине загрязняет ее щеточной пылью и на эту [операцию затрачивается значительное время. В условиях ремонтной мастерской эту операцию выполняют вне машины на приспособлении, которое повышает производительность труда и культуру производства. Щетки малых машин обрабатывают шлифовальным кругом с диаметром, равным диаметру коллектора, при диаметре коллектора 600 мм и более - с помощью вращающегося барабана с закрепленной на нем стеклянной бумагой. Стационарная установка позволяет оборудовать рабочее место эффективной вытяжной вентиляцией.
Окончательно щетки прирабатываются к коллектору после сборки машины при работе ее на холостом ходу. Кабельные наконечники токопроводящих проводов щетки должны быть надежно прижаты к щеткодержателям. При плохом контакте ток от щетки будет проходить в точках соприкосновения ее со стенками гнезда. Этот ненадежный и прерывистый из-за вибраций контакт приводит к обгоранию гнезда. Другой путь тока - через пружину, может привести к потере ею упругих свойств в результате нагрева. Из-за неравномерного распределения тока между щетками может произойти перегрев и оплавление токопроводящих проводов. В этом случае при большом токе стенки гнезда спекаются со щетками. Схема отыскания нейтрали. После капитального ремонта проверяют установку щеток на электрические нейтрали. При точном расположении на нейтралях щетки замыкают накоротко секции обмотки, расположенные вне поля главных полюсов, что необходимо для получения безыскровой коммутации. Существует несколько методов отыскания нейтрали. При индукционном методе к обмотке возбуждения неподвижной машины через реостат подключают аккумуляторную батарею ( рисунок Б ). К зажимам якоря при¬соединяют милливольметр. Замыкая и размыкая ключ К и перемещая траверсу, находят такое ее положение, при котором отклонение стрелки прибора будет наименьшим. Правильность положения найденной нейтрали проверяют при нескольких положениях якоря, поворачивая его от руки в одном и том же направлении, чтобы избежать влияния перемещения щеток в гнездах щеткодержателей. После закрепления траверсы снова проверяют установку щеток на нейтрали.
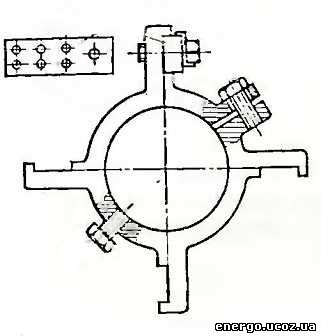
Траверса электродвигателя.
Щеточная траверса. Щеточные пальцы должны быть прочно закреплены в траверсе и располагаться параллельно оси машины. Параллельность проверяется по положению краев щеток относительно края коллекторной пластины. Траверсу при сборке ремонтируемой машины устанавливают по рискам на ней и подшипниковом щите, которые наносят при выпуске машины с завода-изготовителя. Правильность установки траверсы можно проверить при работе машины вхолостую. При расположении щеток на нейтрали генератор выдает максимальное напряжение, у двигателя частота вращения в обоих направлениях будет одинакова.
Однако следует иметь в виду, что этот способ неприменим для двигателей постоянного тока с последовательным возбуждением.
К наиболее характерным повреждениям щеткодержателей следует отнести: оплавление обоймы при круговом огне на коллекторе; разъедание внутренней поверхности окна в результате прохождения тока от щетки через щеткодержатель при повреждении или плохом контакте токопроводящего провода; значительный износ окна вследствие биения коллектора или колец (в этом случае изнашиваются также и боковые поверхности щеток).
Штампованные щеткодержатели обычно выходят из строя из-за отламывания обоймы, в которой находится щетка. Их не ремонтируют, а заменяют новыми. У клепаных конструкций при ремонте ослабленные заклепки подтягивают или заменяют новыми. Изношенные обоймы заменяют запасными, приклепывая их к держателям.
Наиболее широкое распространение получили литые щеткодержатели. Они отличаются высокой износостойкостью и редко выходят из строя. Изношенные окна литых щеткодержателей ремонтируют наплавкой слоя латуни на поверхности с последующей механичекской обработкой. Пружины и другие мелкие детали щеткодержателей при ремонте заменяют новыми. Пальцы и бракеты повреждаются сравнительно редко, как правило, в результате случайных ударов.
Источник: | 









