РЕМОНТ КОНТАКТНЫХ СОЕДИНЕНИЙ И ВЫВОДНЫХ УСТРОЙСТВ ЭЛЕКТРОДВИГАТЕЛЯ.Качество выполнения электрических контактов. Одним из важнейших условий, определяющих надежность электроустановок, является качество выполнения электрических контактов. Поверхности соприкосновения двух проводников, образующих электрический контакт, не бывают идеально ровными. Касание их происходит в отдельных площадках. Поэтому в месте перехода тока из одного проводника в другой возникает переходное сопротивление, которое зависит от физических свойств соприкасающихся материалов, состояния их поверхностей (загрязнения, наличие оксидов), силы сжатия проводников, температуры и др. При увеличении сжатия проводников микронеровности сминаются, при этом увеличиваются число соприкасающихся поверхностей и их площадь. Это "приводит к уменьшению переходного сопротивления.
Под воздействием окружающей среды поверхность металла покрывается оксидной пленкой, плохо проводящей ток. Медные контакты обычно покрывают оловом, пленка на котором легко разрушается при сжатии контакта.
Ремонт контактных соединений электродвигателя. Контактные соединения являются ослабленным местом в электрической цепи. Поэтому разъемные соединения, выполняемые с помощью болтов, винтов и гаек, по возможности заменяют паяными, сварными или опрессованными.
Болты, винты и гайки ответственных контактных соединений затягивают ключами с регулируемым крутящим моментом. Нормальное контактное давление устанавливается с таким расчетом, чтобы было обеспечено наиболее низкое переходное сопротивление без пластических деформаций крепежных деталей, наконечников и шин.
Контактные поверхности перед монтажом очищают от оксидов и загрязнений. От коррозии их защищают, смазывая нейтральным жиром. Крепежные детали (болты, гайки, шайбы, пружины) применяют с защитным цинковым или кадмиевым покрытием.
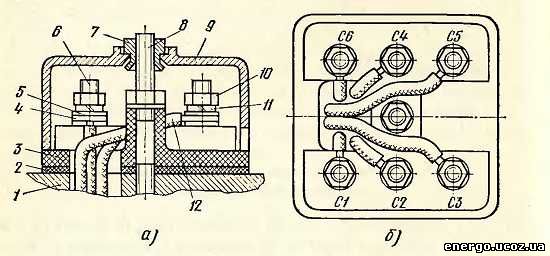
Коробка выводов электродвигателя: А - продольный разрез; Б - вид сверху ( без крышки ). Конструкция коробки выводов электродвигателя. Выводы от обмоток в электрических машинах мощностью до 100 кВт выполняют обычно гибким изолированным проводом 12 (рисунок А). К проводу припаивают наконечник. В микромашинах, где для наконечников не хватает места, жилу гибкого провода изгибают в виде кольца 4, которое надевают на зажим 6 изоляционной колодки 3 и закрепляют гайкой 10 с шайбой 5. Под гайку устанавливают контровочную пружинную шайбу 11. Колодку крепят на корпусе 1 шпилькой 8 с гайкой и закрывают крышкой 9, которую притягивают к колодке гайкой 7. Между корпусом и колодкой устанавливают уплотняющую прокладку 2. На колодку наносят обозначения выводов обмоток (рисунок Б).
В некоторых машинах колодка зажимов не предусматривается, выводы выполняют гибкими изолированными проводами с наконечниками, маркировку наносят на обжимах, надеваемых на провода. При эксплуатации обжимы могут быть утеряны, поэтому при осмотрах и ремонтах надо следить за их плотным закреплением на выводах.
При осмотре машины проверяют колодки зажимов, контактные соединения, изоляторы. Колодки с трещинами, обуглившимися местами, подгоревшими зажимами заменяют новыми. При обнаружении следов перегрева контактных соединений выясняют причину их ненормального состояния, зачищают контактные поверхности на наконечниках и зажимах, проверяют наличие пружинных шайб и гаек. Отсутствующие и поврежденные детали заменяют новыми. Проверяют качество пайки кабельных наконечников к проводам и целостность жил проводов в месте присоединения наконечников.
Одной из причин перегрева контактов может быть слабая их затяжка.
Ремонт фарфоровых изоляторов. В электрических машинах на напряжение выше 1000 В пробой в коробке выводов на корпус может произойти по увлажненной или загрязненным поверхностям изолятора. Выводные концы обмотки крепят на изоляторе в таком положении, чтобы они не соприкасались с коробкой и корпусом машины. Поверхность изоляторов очищают от загрязнений и протирают сухой ветошью.
У фарфоровых изоляторов при эксплуатации могут появиться сколы ребер и граней, трещины и царапины на глазурованной поверхности. Если поверхность скола не превышает 2 см2, его края отшлифовывают и покрывают бакелитовым лаком. Более крупные сколотые части приклеивают. В машинах, работающих в увлажненной среде, склеивание не допускается, так как поверхность клеевого шва вследствие гигроскопичности становится токопроводящей; изоляторы заменяют новыми. Изоляторы со значительными повреждениями также заменяют новыми.
Источник: | 









