ТЕХНОЛОГИЯ УКЛАДКИ ВСЫПНОЙ ДВУХСЛОЙНОЙ ОБМОТКИ ЭЛЕКТРОДВИГАТЕЛЯ.Подготовка статора электродвигателя к укладке. Перед укладкой всыпной двухслойной обмотки вручную статор подготовляют к укладке обмотки и устанавливают пазовые короба так же, как и при однослойной обмотке. Все катушки обычных двухслойных обмоток имеют одинаковые размеры. Катушечные группы в обмотках с целым числом пазов на полюс и фазу содержат одинаковое число катушек, поэтому безразлично, с какой катушечной группы начинать укладку обмотки.
Укладка катушечных групп в обмотках с дробным числом q. В обмотках с дробным числом q катушечные группы укладывают строго в последовательности, указанной в схеме обмотки, т. е. в порядке чередования больших и малых катушечных групп, принятом для данной обмотки.
Сложность укладки двухслойных всыпных обмоток. Сложность укладки двухслойных всыпных обмоток заключается в том, что одна из сторон катушек должна лежать в верхней части паза, а другая - в нижней. Поэтому первые катушки не могут быть уложены в пазы обеими сторонами. Вначале укладываются только стороны этих катушек, лежащие в нижних частях пазов. 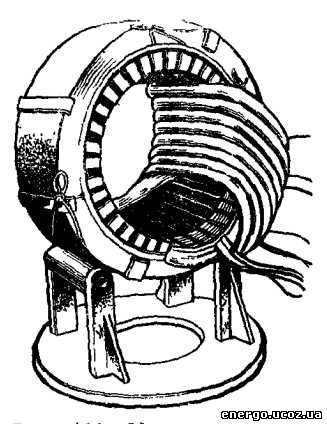
Укладка катушек первого шага. Укладка катушек первого шага. Замковые катушки. Вторые стороны катушек временно размещают над пазами, в которые они должны быть уложены. Число таких катушек в обмотке равно шагу, выраженному в зубцовых делениях. Их называют катушками первого шага или замковыми. После того как уложены одни стороны таких катушек, все последующие катушки обмотки устанавливаются в пазы уже окончательно обеими сторонами на предназначенные им места. Требования к укладке проводников катушек такие же, как и при укладке однослойных обмоток, т. е. проводники должны лежать в пазу параллельно, без изгибов и перекрещиваний, лобовые части катушек располагаться симметрично с обоих торцов статора и т. п.
Укладка катушек верхней части паза. Прежде чем начать заполнение верхней части паза, уложенные проводники нижней стороны другой катушки уплотняются с помощью подбоек и сверху на них устанавливается межслойная прокладка. Лишь после этого можно начинать укладывать в паз проводники катушки верхнею слоя. Особенно сложной операцией является укладка последних катушек, нижние стороны которых должны быть размешены в пазы под верхними сторонами катушек первого шага. 
Поднятые стороны замковых катушек статора. Подъем шага обмотки. Стороны замковых катушек приподнимаются и закрепляются внутри статора на некоторой высоте над пазами. Эту операцию называют подъемом шага. Под них пропускают в пазы проводники нижних сторон последних катушек, уплотняют и устанавливают межслойные прокладки и после этого укладывают в верхнюю часть паза поднятые стороны замковых катушек, т. е. как бы замыкают замок обмотки (отсюда название этих катушек).
Изолировка двухслойных обмоток. Межслойные прокладки в пазах должны полностью изолировать все проводники нижней стороны катушки от проводников верхнею слоя. Совершенно недопустимо, чтобы даже один проводник из одного слоя обмотки проскальзывал в другой, так как это неминуемо приведет к пробою изоляции при испытаниях или во время работы машины.
Формирование лобовых частей обмотки. Лобовые части катушек выравниваются по мере укладки. Они должны быть строго симметричны с обоих торцов статора. После укладки последней катушки катушечной группы в лобовых частях устанавливаются межфазовые прокладки. Лобовые части следующих катушек прижимают прокладки, и они не сдвигаются с места до конца обмоточных работ. При необходимости после укладки всех катушек прокладки подбивают до упора в торцы статора, после чего подрезают но форме лобовых частей.
Источник: | 









