ТЕХНОЛОГИЯ БАНДАЖИРОВКИ ЛОБОВЫХ ЧАСТЕЙ ВСЫПНОЙ ОБМОТКИ РЕМОНТИРУЕМОГО ЭЛЕКТРОДВИГАТЕЛЯ.Лобовые части всыпных обмоток для придания им большей жесткости бандажируются. Провода всех катушек в лобовых частях плотно увязываются между собой нитью из стекловолокна или синтетических материалов. Бандажирование вручную - трудоемкая операция, требующая больших физических усилий, гак как нить необходимо крепко затягивать. 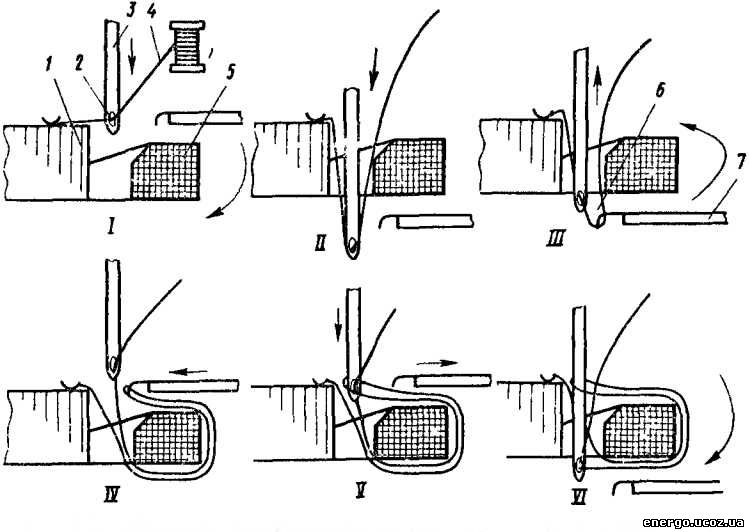
Технологический процесс крепления лобовых частей обмоток электродвигателя. Процесс бандажирования обмоток осложняется тем, что свободный промежуток между торцом статора и проводами в лобовых частях очень небольшой. Поэтому бандажирование лобовых частей статора осуществляется по принципу затягивания петель. Последовательные положения бандажировочной нити, иглы и петлителя обозначены цифрами I - VI. Между торцом статора элеуктродвигателя 1 и проводами лобовой части катушки 5 проходит игла 3, в ушко 2 которой вдета бандажировочная нить 4 ( I ). Игла имеет возвратно-поступательное движение. При прямом ходе она втягивает нить между торцом статора и лобовой частью ( II ). При обратном ходе ( III ) нить образует петлю 6, которую зацепляет крючок петлителя 7. Петлитель вытягивает нить за пределы лобовых частей и подает ее к игле ( IV ). Во время второго хода ( V ) игла проходит сквозь петлю и утягивает ее ( VI ). При возвратном движении иглы снова образуется петля, которую захватывает петлитель и т. п. Описанный способ бандажирования требует сложного хода петлителя вокруг лобовой части.
Конструкция упрощается при использовании радиусной изогнутой по окружности иглы, которая выносит петлю за пределы лобовых частей. Петлитель, захватывая нить, поднимет петлю вверх на траекторию движения иглы. При очередном повороте игла проходит сквозь петлю и затягивает виток бандажа.
Петли бандажа накладываются в каждом из просветов между статором и лобовыми частями, т. е. против каждого зубца статора. Поворачивается статор на соответствующий угол после затягивания каждого витка так, чтобы против иглы располагался зубец статора. Для того чтобы первые петли бандажа не ослабли после окончания бандажироваиия, в первые просветы укладывают по нескольку петель. Статор в это время остается неподвижным.
Источник: | 









