СБОРКА ЭЛЕКТРОДВИГАТЕЛЯ, ИСПЫТАНИЯ И ПОКРАСКА.СБОРКА ЭЛЕКТРОДВИГАТЕЛЯ.
Необходимое оборудование и инструменты:
Пресс ручной; стенд для сборки.
Сборка электродвигателея производится в последовательности, обратной разборке. ( технологический процесс № 2.)
Запрессовку подшипников на вал рекомендуется производить в нагретом состоянии (до 90-100°С) при помощи монтажных втулок из мягкого материала (медь, латунь и т.п.).
Монтаж подшипников без нагрева необходимо производить с помощью специальных приспособлений (гидравлический, винтовой пресс) без перекоса кольца относительно посадочной поверхности вала. Усилие напрессовки не должно передаваться через тела качения.
После окончания сборки проверить сопротивление изоляции обмоток (и цепи терморезисторов) относительно корпуса и между обмотками, а также легкость вращения ротора.
КЛЕММНАЯ КОРОБКА ЭЛЕКТРОДВИГАТЕЛЯ. РАЗБОРКА СБОРКА БОРНОВОЙ ( КЛЕММНОЙ ) КОРОБКИ - КОРОБКА ВЫВОДОВ ЭЛЕКТРОДВИГАТЕЛЯ.
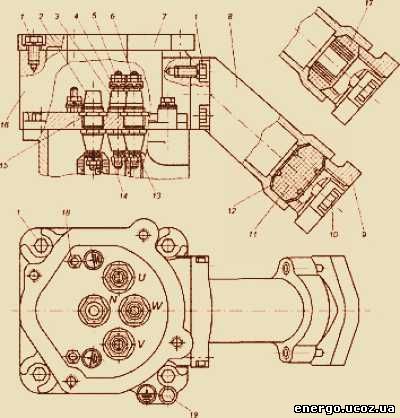
Конструкция клеммной борновой коробки выводов. 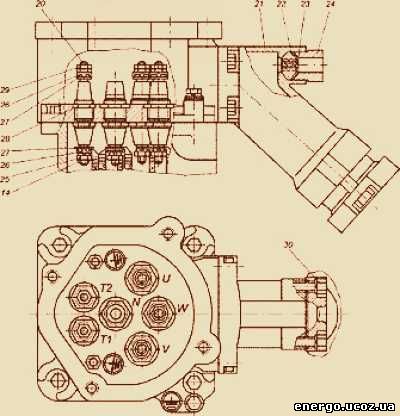
Конструкция клеммной коробки выводов с дополнительным вводом для термозащиты.
1 - болт М10;
2 - изолятор опорный;
3 - изолятор проходной (силовой);
4 - шайба 8.32 (из латуни);
5 - шайба-звездочка (из латуни);
б - гайка М8.32 (из латуни);
7 - крышка коробки выводов;
8 - муфта кабельная;
9 - муфта нажимная;
10 - болт М12;
11, 17 - кольцо уплотнительное;
12 - шайба нажимная;
13 - гайка М8;
14 - шплинт;
15 - контргайка М24;
16 - корпус коробки выводов;
18 - шпилька заземляющая (из латуни);
19 - болт заземления
20 - изолятор проходной (контрольный);
21 - муфта кабельная (с дополнительным вводом);
22 - кольцо уплотнительное;
23 - заглушка;
24 - муфта нажимная;
25 - гайка М6;
26 - шайба-зведочка (из латуни);
27 - шайба 6.32 (из латуни);
28 - контргайка М20;
29 - гайка М6.32 (из латуни);
30 - болт М10
Разборку клеммной коробки выводов производить в следующей последовательности:
- отвернуть болты 1 и снять крышку 7;
- отвернуть болты 10 и снять муфту нажимную 9. При наличии дополнительного ввода отвернуть болты 30 и снять муфту нажимную 24;
- извлечь из муфты кабельной 8 , 21 кольцо уплотнительное 11с шайбами нажимными 12 (или кольцо уплотнительное 17) и кольцо уплотнительное 22 с заглушкой 23;
- отвернуть болты 1 и снять муфту кабельную 8 или 21;
- отвернуть и снять крепеж 4, 5, б (с изоляторов 3), 26, 27,29 (с изоляторов 20);
- отвернуть болты 1, осторожно ( не повредив вывода статора и цепи термодатчиков) поднять и установить на патрубок статора корпус коробки выводов 16;
- вынуть шплинты 14, снять крепеж 13 и выводные концы обмотки статора (со шпилек изоляторов 2, 3), а также крепеж 25, 26, 27 и выводные концы цепи термодатчиков (со шпилек изоляторов 20);
- снять корпус 16 со статора, отвернуть контргайки 15, 28 и вывернуть изоляторы 2, 3, 20 (при необходимости).
Сборку клеммной коробки выводов производить в последовательности, обратной разборке.
ИСПЫТАНИЯ И ПОКРАСКА ЭЛЕКТРОДВИГАТЕЛЯ.
В программу контрольных испытаний асинхронных двигателей входят: внешний осмотр двигателя и замеры воздушных зазоров между сердечниками;
измерение сопротивления изоляции обмоток относительно корпуса и между фазами обмоток;
измерение омического сопротивления обмотки в холодном состоянии;
определение коэффициента трансформации (в машинах с фазным ротором);
испытание машины на холостом ходу;
измерение токов холостого хода по фазам;
измерение пусковых токов в короткозамкнутых двигателях и определение кратности пускового тока;
испытание электрической прочности витковой изоляции;
испытание электрической прочности изоляции относительно корпуса и между фазами;
проведение опыта короткого замыкания;
испытание на нагрев при работе двигателя под нагрузкой. После ремонта проверяют нагрев подшипников и отсутствие в них посторонних шумов. У машин мощностью выше 50 кВт при частоте вращения более 1000 об/мин и у всех машин, имеющих частоту вращения свыше 2000 об/мин, измеряют величину вибрации.
Дополнительно о испытаниях электродвигателей смотрите в разделе: испытания электродвигателей.
Покраска электродвигателей производится в специально отведенном помещении с помощью покрасочной станции.
Источник: | 









